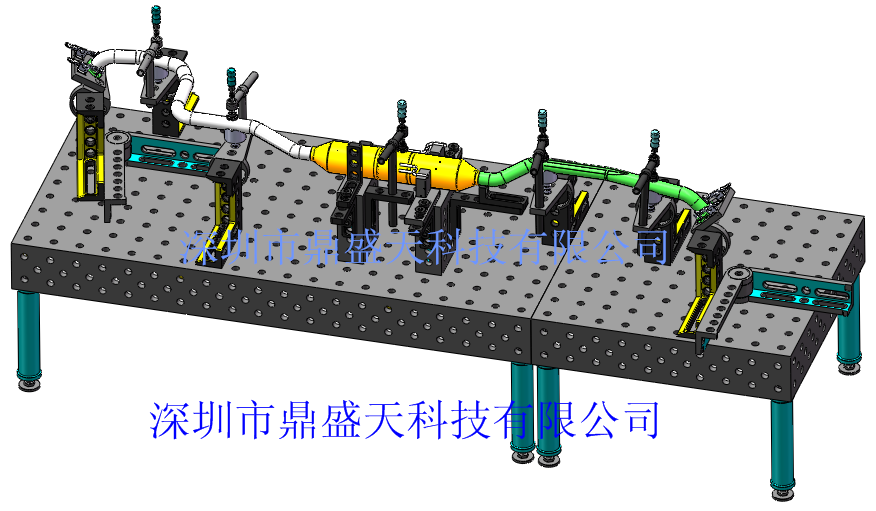
整套手動車架線柔性組對夾具可滿足8M、10M、12M及其衍生產品之間焊接定位與夾緊需要。模塊化的組合可快速切換,通過三維柔性組合焊接平臺與定位模塊之間的連接,達到即可滿足單套產品快速定位夾緊功能,又在車架發生變化或換型時,通過增加部分非標定位模組實現快速裝夾定位。
整體生產線柔性組對夾具方案大致設計思路是根據《常德中車新能源汽車闊能項目焊裝車架生產線分片二維圖紙》 《常德中車新能源汽車擴能項目車架數模》分為小片組對焊接夾具--小片補焊平臺—前中后車架組對焊接夾具--整車合拼組對焊接夾具--五人座組對焊接夾具。所有設備參照時代電動汽車股份有限公司企業標準《QTEV 150-2019 工廠著色標準》。
為滿足車架每段工序焊接后產品的尺寸精度符合合拼后車架的整體尺寸及核心位置要求,及后續產品的快速切換和基礎工裝通用及穩定性,我們對此方案進行以下描述及劃分:
前、中、后分段組焊是為滿足車架整體合拼的尺寸符合裝配精度需求,滿足合拼段車架整體的精度尺寸符合工藝圖紙要求。因此我們的方案設計如下:
前車架方案:

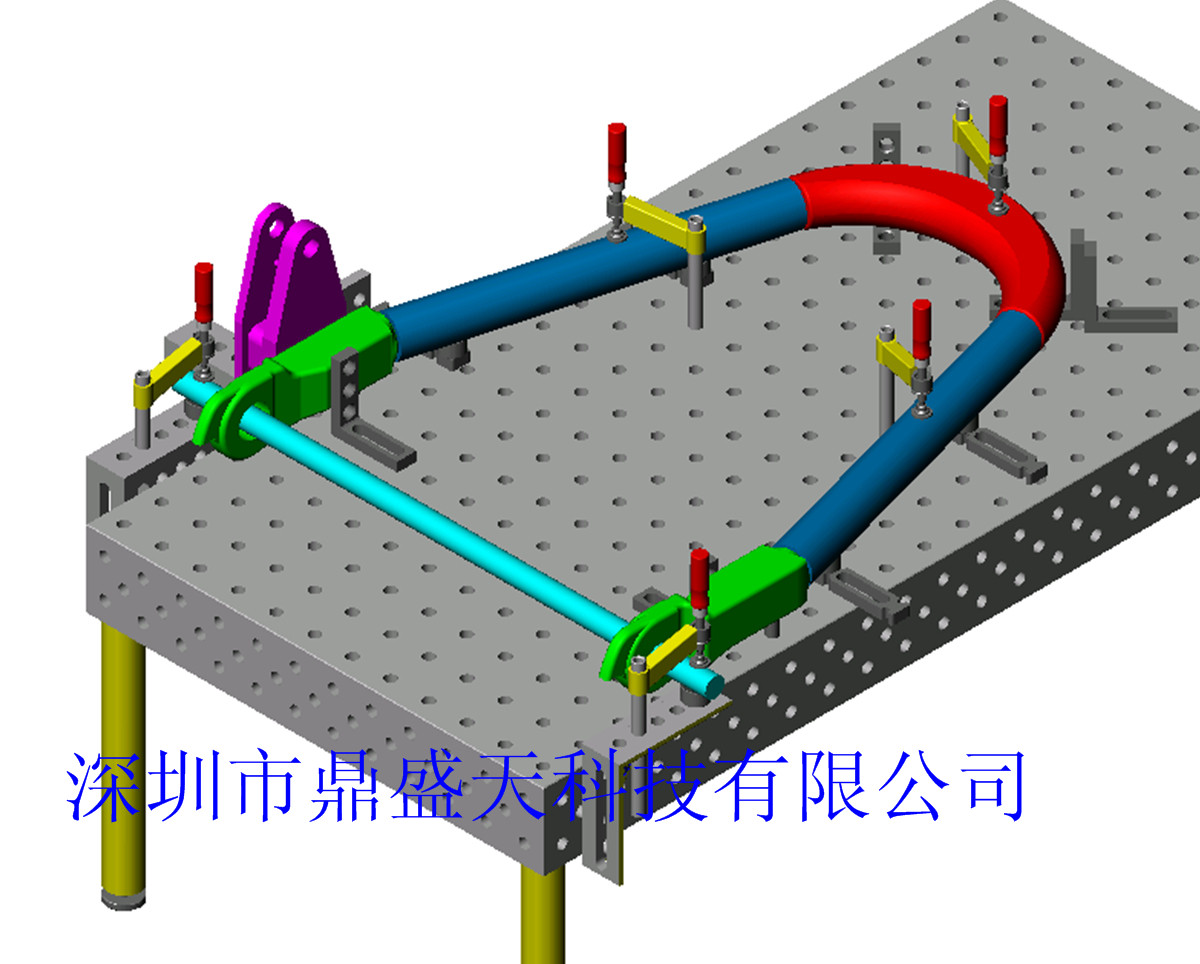
前車架工裝基礎平臺工裝參數平臺上每個孔都對點著X、Y(如圖坐標A1、A2, B1、B2),方便找到相關模塊定位塊
1.1 平臺材料采用Q345,硬度HB為150, 基礎平臺尺寸為4000X2400X200。長、寬尺寸公差±0.5,長度方向兩側面對稱度為0.5,平臺平面度為0.5,平臺表面與側面垂直度為0.2/200,相鄰兩孔中心距為±0.05,4000范圍內任意兩孔中心距公差為±0.25;
1.2 基礎平臺及標準定位件可通用,適用于8M、10M、12M及其衍生產品車型;平臺上建有X、Y軸方向坐標系(如上圖坐標A1、A2, B1、B2),且非標定位機構上標有相應座標系標記,便于換型時快速找到相應孔系座標位置;
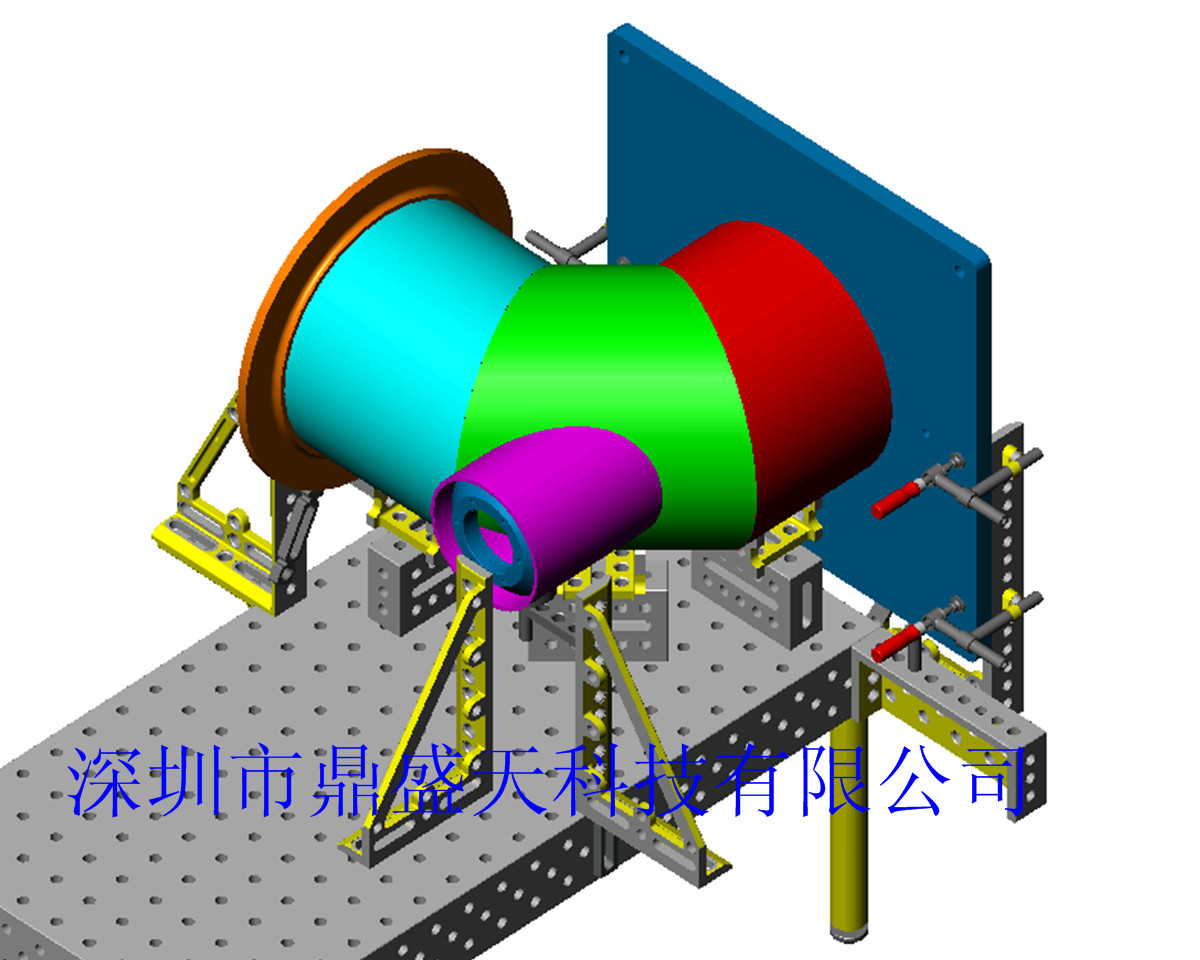
1.3 圖中藍色部分為非標支撐架,支撐采用整體體式結構,可多點支撐和定位X、Y、Z三個方向尺寸,并通過墊片厚度可以調5mm之內尺寸,保證產品相對位置和精度。氣囊孔間距±0.5,前車架工裝組裝后工裝本身對角線公差為A、B±1mm,垂直為0.5/1000,上表面平面度為0.5;上表面主要定位到基準平臺距離C±0.5,平行度0.5;

1.4 支撐模塊焊接后去應力熱處理,再進行CNC龍門加工中心加工。保證工裝的穩定性和精度;
1.5 所有非標模安裝方便,每個模組都打好標記,方便定位壓緊、上下料,焊接,取件;
1.6 單模組檢測采用三坐標,到客戶現場安裝后采用三坐標檢測以上設定的尺寸公差。

深圳市鼎盛天科技DCT品牌焊接工裝專注專業大型吊臂、塔吊、桁架等的焊...
選擇一家適合的焊接工裝夾具廠家(深圳鼎盛天科技)可以讓您的焊接 工...
DCT品牌焊接工裝15年的焊接工裝夾具案例積累,15年的品牌沉淀,用心做好...
深圳市鼎盛天科技DCT品牌三維柔性焊接工裝夾具是您完成各種異型管道焊...
深圳鼎盛天15年老品牌焊接工裝夾具廠家話你知三維柔性焊接工裝夾具的...
? 2018 深圳市鼎盛天科技有限公司版權所有
粵ICP備12007843號-1
 粵公網安備 44030902001111號
法律聲明
網站地圖
網站設計
粵公網安備 44030902001111號
法律聲明
網站地圖
網站設計


