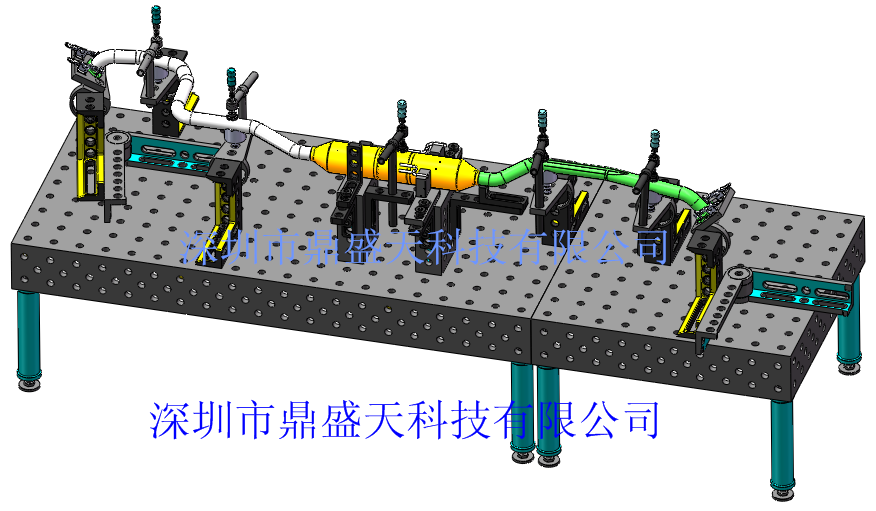
近日,我司售后服務工程師通過對老客戶進行定期回訪,了解到某客戶需要開發新產品,如何利用之前購買的三維柔性焊接工裝來完成新產品的開發呢?我司技術工程師在結合了客戶新產品的形狀與結構,根據客戶現場的三維焊接平臺規格,最終只增加了少部分的定位配件就為客戶解決了新產品的焊接需求。
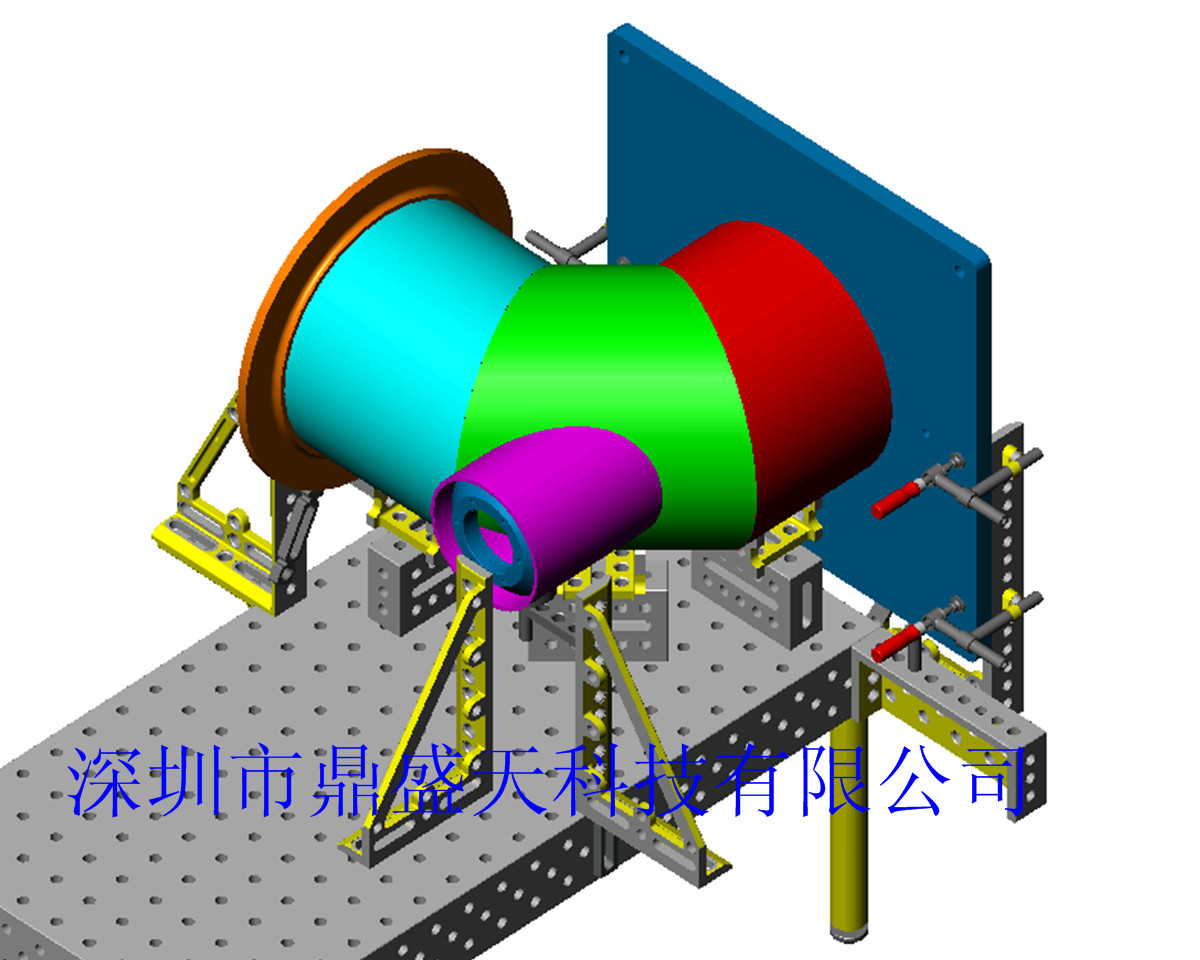
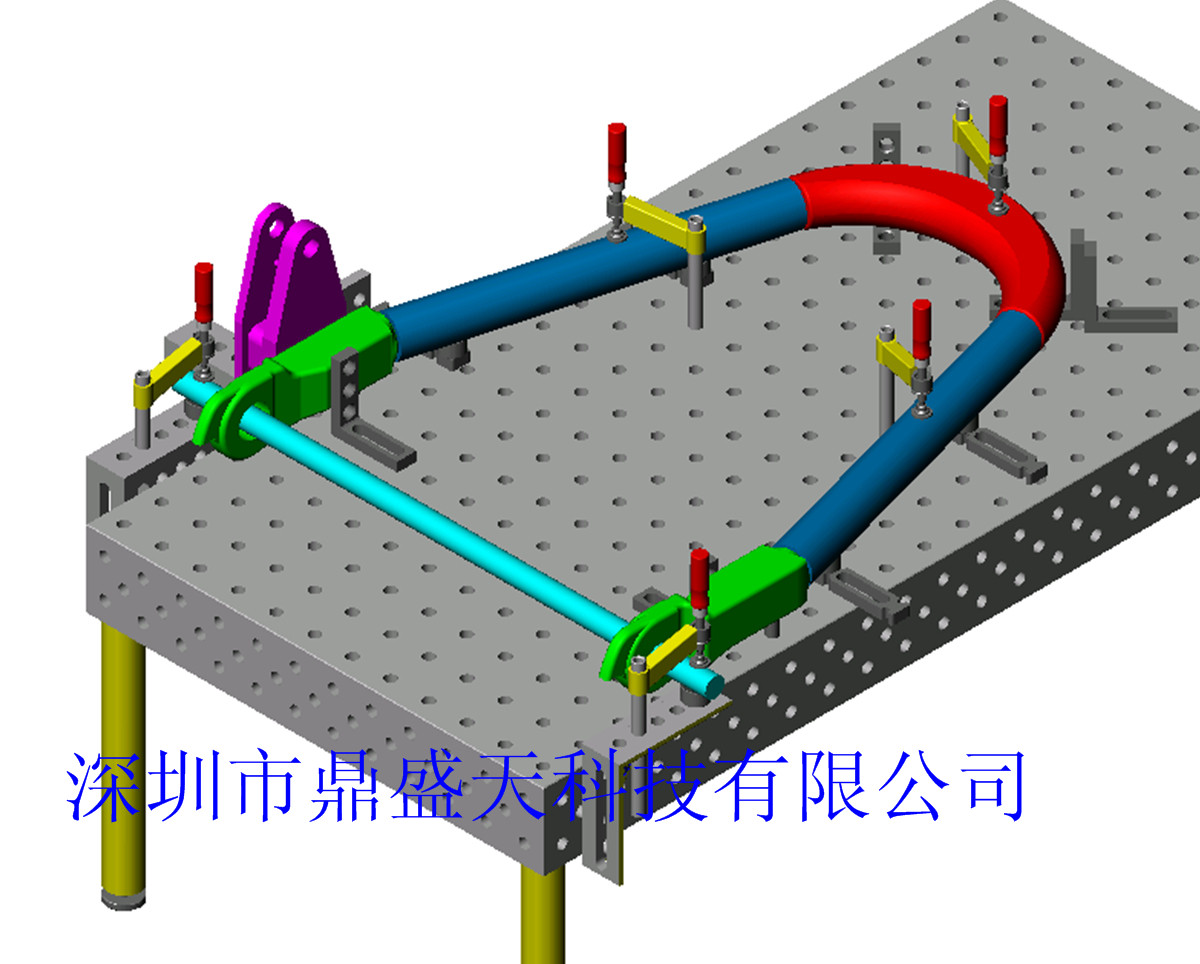
共用基礎焊接平臺,壓緊底部保證底部平面度,兩側定位推緊,保證端面的平行度及間距。中間加強板依靠卡槽卡位然后上件頂部蓋板;頂部蓋板依靠加強筋卡槽卡位后用壓緊件壓緊后點焊。其他小件依靠已劃線的板件或直接嵌入板件定位點焊;底部小板條在點焊完成后翻面根據底部劃線點焊(如下圖所示)。
以上依次分序點焊完成后,再進行滿焊。為方便完成滿焊,在一套簡易的框架變位機上完成焊接工作,可提升效率及節省操作人員勞動強度。
注意上件時兩邊定位好后用側面推緊機構推緊工件,然后用頂部大力壓緊機構壓緊工件整體,防止變位機翻轉時工件倒塌。所有定位方向一致,定位后另一側壓緊,頂部再用壓緊件壓緊。取件時頂部壓緊件松開后側推機構后退,吊裝時注意吊裝方向取件。

深圳市鼎盛天科技DCT品牌焊接工裝專注專業大型吊臂、塔吊、桁架等的焊...
選擇一家適合的焊接工裝夾具廠家(深圳鼎盛天科技)可以讓您的焊接 工...
DCT品牌焊接工裝15年的焊接工裝夾具案例積累,15年的品牌沉淀,用心做好...
深圳市鼎盛天科技DCT品牌三維柔性焊接工裝夾具是您完成各種異型管道焊...
深圳鼎盛天15年老品牌焊接工裝夾具廠家話你知三維柔性焊接工裝夾具的...
? 2018 深圳市鼎盛天科技有限公司版權所有
粵ICP備12007843號-1
 粵公網安備 44030902001111號
法律聲明
網站地圖
網站設計
粵公網安備 44030902001111號
法律聲明
網站地圖
網站設計


